 收藏网站
收藏网站 站点地图
站点地图

电话:0512-50369657
传真:0512-57566118
地址:昆山市春晖路664号嘉裕国际广场1幢1001室
发布日期:2020-01-06 14:14:11
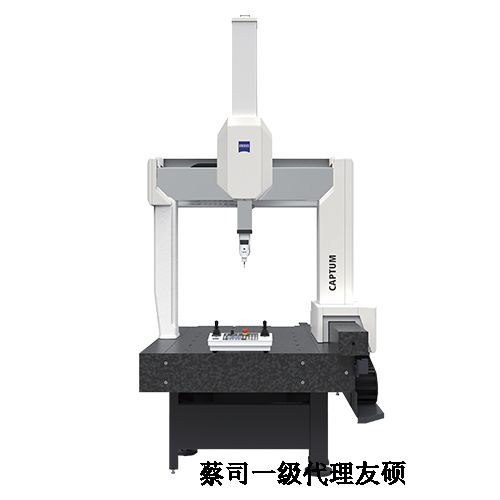
长期以来,三坐标测量机一直是各种行业中复杂零件尺寸检查的标准。但是,三坐标测量机是否已经失效了?面对3D扫描等新技术,这项技术现在是否已过时?
坐标测量机最早于1950年代后期开发。随着1970年代触发式测头的问世,三坐标测量机迅速扩展为美国制造公司,用于质量控制,从而引发了三维测量的一场革命。
典型的三坐标测量机具有3个相互垂直的轴:X,Y和Z,它们允许探针在3D空间中移动。机器将记录数据点的读数,如探针尖所示。接触式触发式探针与被测零件物理接触时,可以自动捕获探针在空间中的位置。
测头与直接计算机控制(DCC)三坐标测量机的耦合意味着可以对零件检查进行编程,从而可以自动检查同一零件设计的多次迭代。除此之外,还可以基于零件的计算机辅助设计(CAD)模型对三坐标测量机进行编程,并且可以在制造第一个零件之前开发整个检查过程。
这个概念在当时是革命性的,意味着三坐标测量机可以非常快速地非常准确地测量大量制造零件。
但是,三坐标测量机确实有其局限性。为了达到微米级的精度,大多数三坐标测量机都建立在一块花岗岩板上,并被锁在一个温度控制的检查实验室内。它们相对于可检查零件的类型和尺寸的大小也受到限制。大型零件需要大型三坐标测量机。
DCC 三坐标测量机的编程也可能非常复杂,并且需要相对较高水平的操作员。三坐标测量机程序员将需要对检查原理有全面的了解,并熟悉3D CAD和相当的计算机技能。
最后,三坐标测量机通常会收集稀疏数据集,这意味着它们仅收集几个点,以便计算其程序指定的零件的几何特征。因此,检查完成后,三坐标测量机软件只能显示机器直接测量的那些点和特征,这使普通人很难直观地看到检查结果,特别是如果测量结果没有覆盖到测量结果上时原始的CAD设计。
3D扫描仪
当人们将这些局限性与3D扫描仪进行比较时,就可以立即看到扫描仪在便携性,零件尺寸,易用性和结果可视化方面比传统坐标测量机具有的优势。
由于传统的三坐标测量机被困在检测实验室中,因此必须将零件带到三坐标测量机。对于大多数便携式的扫描仪,特别是手持系统而言,并非如此。可以将扫描仪带到零件上。扫描仪不仅可以走出生产车间以协助进行故障排除任务,还可以走到供应商位置或客户位置。这种灵活性对于解决不同位置的不同供应商制造的组件之间的组装问题非常有用。快速扫描每个零件可以将其与原始设计进行比较,可以快速说明装配中的哪个或哪些零件引起了问题,问题的位置以及问题的严重性。
扫描仪在零件尺寸方面也有较少的限制。通过使用各种不同的技术将连续扫描的图像对齐在一起,扫描仪通常可以在比单个视野中捕获的零件大得多的零件上收集完整的数据集。
对准多个扫描的一种选择是使用光学或摄影测量目标。连续扫描之间必须有3个或更多目标相同,以使扫描仪控制软件能够识别出哪些扫描相互匹配。手持式扫描仪也使用目标,但它们的使用有所不同。手持系统动态扫描整个零件,这与使用连续的离散图像不同。在这种情况下,系统会将目标用于确定扫描仪在空间中相对于被扫描部件的位置。
对齐扫描的另一种方法要求手动选择数据集之间共有的点,或者手动操作任何一个扫描的方向,以使其与相邻扫描匹配。尽管有效,但是手动方法可能会有些耗时。
尽管需要对三坐标测量机进行编程才能测量几乎所有东西,但是大多数3D扫描仪都以类似于数码相机的“即点即拍”模式或类似于手持摄像机的动态扫描模式进行操作。无论哪种情况,都不需要进行预编程即可扫描特定的零件。与使用三坐标测量机进行测量相比,扫描所需的准备时间最短,这意味着扫描仪可以更灵活地分配给意外发生的测量任务。
报告结果
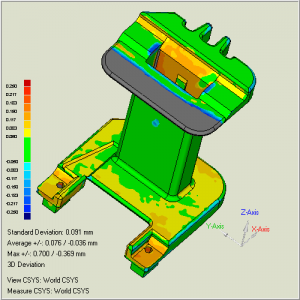
与通常只捕获离散点和特征的三坐标测量机相比,扫描仪还捕获了数百万个数据点。大量的数据会产生点云或STL文件,代表要扫描的整个零件。尽管从技术上讲不是CAD模型,但是3D扫描产生的数据集的确创建了近乎完美的3D模型或正在扫描的零件的渲染,从而使测量结果易于可视化。为3D扫描仪开发的3D检查软件允许创建颜色图,该颜色图以图形方式说明与原始CAD相比偏离标称值的情况。输入允许的偏差,并立即显示超出公差的条件,以便即使是最新手也可以识别问题。
不仅可以针对原始CAD执行这种类型的分析,还可以使用“黄金部分”进行分析。在某些情况下,组件的原始设计实际上无法按预期工作,因此需要在制造过程中对其进行修改才能起作用。在这种情况下,最终可能会出现有用的部分,而有些则无效,而且没人知道其中的区别。快速扫描每个扫描仪并结合3D彩色图可以快速识别差异。然后,可以将这些数据反馈给工程部门,以更新原始设计以匹配制造中的工作原理。
尽管所有这些属性确实证明3D扫描仪是进行尺寸检查的有用工具,但它们也有一些局限性。由于本文讨论的所有扫描技术都是光学技术,因此它们都存在视线问题。因此,如果看不到功能,就无法扫描。表面光洁度或反射率也会抑制扫描仪的性能。某些零件可能需要撒粉或用无光泽的白色喷雾剂涂层,以便于扫描。最后,扫描仪并不适合每种类型的零件几何形状。通常,可以通过手动或使用坐标测量机更轻松地测量非常几何或棱柱形的零件。扫描仪可更好地用于无法使用传统方法测量的非常复杂的形状。最后,大多数3D扫描仪无法达到与传统三坐标测量机相同的精度,
结论
因此,尽管3D扫描仪为多种尺寸检查应用程序提供了多种好处,但它们不一定在每种情况下都可以替代坐标测量机。一种工具有优点,另一种有缺点。扫描仪和三坐标测量机应该被视为检查员工具箱中的免费工具。

